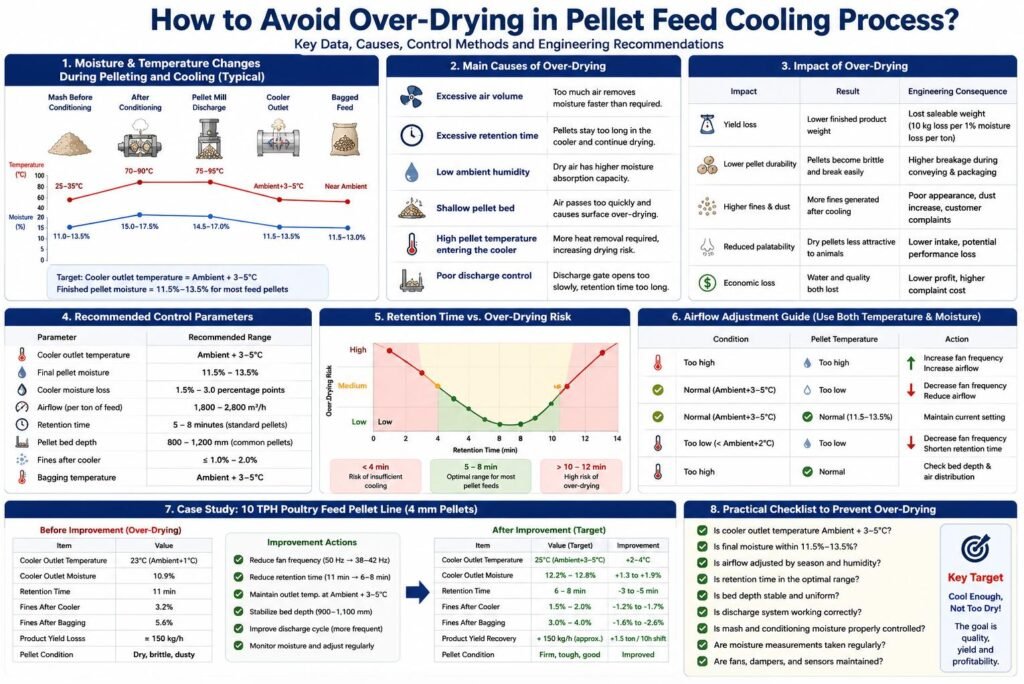
Over-drying in the pellet feed cooling process is a common but often underestimated cause of feed quality loss. After pelleting, hot feed pellets usually contain high temperature and elevated moisture from steam conditioning. The cooler must remove excess heat and part of the moisture before screening, packaging, and storage.
However, if airflow, retention time, bed depth, discharge control, or ambient air compensation is not properly managed, the cooler may remove too much moisture. This leads to reduced finished-feed weight, lower pellet durability, higher fines, poor palatability, increased dust, and unnecessary economic loss.
A well-controlled cooling process should normally reduce pellet temperature to about 3–5°C above ambient temperature while maintaining final feed moisture at a safe but not excessively low level. Commercial equipment references commonly use this ambient + 3–5°C outlet temperature target and finished pellet moisture around 12%–13% for many feed pellets.
From an engineering perspective, over-drying should not be treated as a cooler problem only. It is the combined result of conditioning moisture, hot pellet temperature, cooler air volume, air humidity, bed depth, discharge cycle, product residence time, and final packaging timing. The best control method is to establish a moisture balance from mash feed to finished pellet and use real-time adjustment of cooler airflow and discharge frequency.
1- Introduction
In pellet feed production, cooling is required because pellets leave the pellet mill at high temperature and unstable moisture condition. During steam conditioning and die compression, feed mash absorbs heat and water. After pelleting, pellets are soft, hot, and physically unstable. They must be cooled before screening and packaging.
The cooling process has three main purposes:
*- Reduce pellet temperature.
*- Remove excess surface and internal moisture.
*- Stabilize pellet structure before conveying and packaging.
However, cooling and drying occur at the same time. If the cooler removes too much water, the final product becomes over-dried.
Over-drying may appear to improve storage safety, but in reality it creates several production problems:
*- Lower finished product yield.
*- Higher dust and fines.
*- Lower pellet durability.
*- Poor feed appearance.
*- Increased pellet breakage during conveying.
*- Higher risk of customer complaints.
*- Reduced profitability because saleable water is lost.
Modern pellet feed cooling research increasingly treats cooling as a coupled heat-and-mass-transfer process. A recent deep-bed pellet feed cooling study established a non-equilibrium cooling-drying model using moisture balance, feed enthalpy balance, air enthalpy balance, and drying-rate equations, showing that real-time control of cooling parameters is important for feed quality stability and energy saving.
2- What Is Over-Drying in Pellet Feed Cooling?
Over-drying means that the cooler removes more moisture than necessary to achieve safe storage and stable pellet quality.
A practical definition:
Over-drying occurs when finished pellet moisture falls below the target specification while pellet temperature is already within the safe cooling range.
For example:
| Parameter | Normal Target | Over-Drying Condition |
|---|---|---|
| Cooler outlet temperature | Ambient + 3–5°C | Already reached target |
| Finished pellet moisture | 11.5%–13.5% for many feed pellets | Below 11.0%–11.5% |
| Moisture loss through cooler | 1.5–3.0 percentage points | More than necessary |
| Pellet surface condition | Firm but not brittle | Dry, dusty, fragile |
| Fines after cooling | ≤ 1.0%–2.0% preferred | Increasing after cooling |
The exact moisture target depends on feed type, local climate, packaging method, water activity, storage duration, and regulatory or customer requirements.
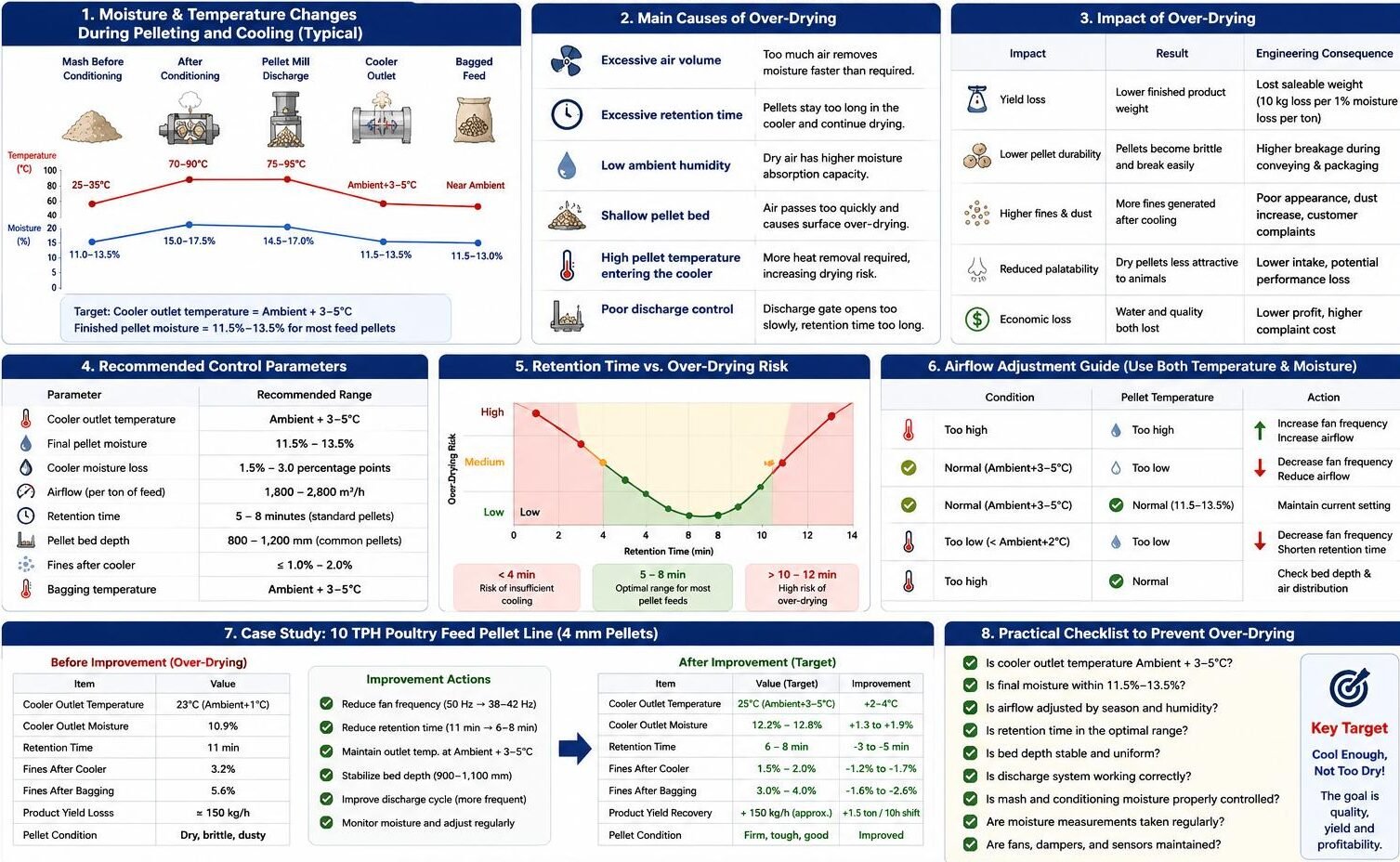
3- Typical Moisture and Temperature Changes During Pelleting and Cooling
A typical pellet feed process has the following moisture and temperature profile:
| Process Stage | Temperature | Moisture Range | Technical Meaning |
|---|---|---|---|
| Ground mash before conditioning | 20–35°C | 11.0%–13.5% | Depends on raw material moisture |
| After steam conditioning | 70–90°C | 15.0%–17.5% | Heat and moisture added by steam |
| Pellet mill discharge | 75–95°C | 14.5%–17.0% | Pellets are hot and soft |
| Cooler outlet | Ambient + 3–5°C | 11.5%–13.5% | Stable for storage and packaging |
| Finished bagged feed | Near ambient | 11.5%–13.0% | Final commercial product |
Industry references commonly describe hot pellets after pelleting as having high temperature and elevated moisture, and the cooler’s function is to reduce both heat and moisture to safe finished-product levels.
4- Why Over-Drying Happens
4.1- Excessive air volume
Air volume is the most direct cooling and drying driver. If airflow is too high, pellets lose moisture faster than required.
Typical symptoms:
*- Pellet temperature is low enough, but moisture is too low.
*- Cooler exhaust air is still relatively warm and dry.
*- Pellet surface becomes brittle.
*- Fines increase after cooler discharge.
Recommended airflow reference:
| Feed Type | Practical Airflow Range |
|---|---|
| Poultry feed pellets | 1,800–2,800 m³/h per ton/hour |
| Pig feed pellets | 1,800–2,600 m³/h per ton/hour |
| Cattle feed pellets | 1,500–2,300 m³/h per ton/hour |
| Aquatic sinking pellets | 2,200–3,200 m³/h per ton/hour |
| High-moisture or high-fat feed | Adjust according to outlet moisture and temperature |
For over-drying control, airflow should be adjusted according to both temperature and moisture, not temperature alone.
4.2- Excessive retention time
Longer cooling time increases moisture loss. Many counterflow pellet coolers operate with residence times around 6–10 minutes, depending on capacity, bed depth, pellet diameter, and air volume.
If discharge frequency is too slow, pellets stay too long in the cooler and continue drying even after reaching the target temperature.
| Retention Time | Cooling Effect | Over-Drying Risk |
|---|---|---|
| < 4 min | Insufficient cooling risk | Low |
| 5–8 min | Usually suitable for many feed pellets | Low to medium |
| 8–12 min | Suitable for some high-moisture or large pellets | Medium |
| > 12 min | Often excessive for standard pellets | High |
4.3- Low ambient humidity
Cooler performance changes with weather. In dry seasons, air has stronger moisture absorption capacity. If the same fan setting is used all year, pellets are more likely to be over-dried in dry weather.
Example:
| Ambient Condition | Cooling Air Drying Capacity | Risk |
|---|---|---|
| 30°C, 80% RH | Lower drying potential | Moisture may remain high |
| 25°C, 50% RH | Medium drying potential | Normal |
| 15°C, 30% RH | High drying potential | Over-drying risk |
| 5°C, 20% RH | Very high drying potential | Severe over-drying risk |
This is why fixed cooler settings are unreliable. Fan frequency, discharge interval, and bed depth should change with season and ambient humidity.
4.4- Shallow pellet bed
If bed depth is too low, air passes through pellets too quickly and unevenly. This can create local over-drying and non-uniform moisture.
Typical counterflow cooler bed depth reference:
| Pellet Type | Recommended Bed Depth |
|---|---|
| 2–3 mm small feed pellets | 600–900 mm |
| 3–5 mm poultry/pig pellets | 800–1,200 mm |
| 5–8 mm cattle pellets | 1,000–1,500 mm |
| High-moisture aquafeed pellets | 1,000–1,600 mm |
Too shallow:
*- Fast air channeling.
*- Uneven cooling.
*- Higher surface drying.
*- More moisture variation between batches.
Too deep:
*- Insufficient cooling in lower layers.
*- Uneven discharge.
*- Mold risk if moisture remains high.
4.5- High pellet temperature entering the cooler
If pellets enter the cooler at extremely high temperature, the cooler must remove more heat. This often requires higher airflow or longer residence time, which can remove excessive moisture.
Common causes:
*- High conditioning temperature.
*- High die compression ratio.
*- High production load.
*- Steam pressure too high.
*- Insufficient die ventilation.
*- High-fat formulas reducing heat release behavior.
The cooler should not be used to compensate for unstable upstream pelleting. Conditioning, steam addition, die compression, and cooler operation must be balanced.
4.6- Poor discharge control
Many over-drying problems are caused by the discharge system, not the fan itself.
Common problems:
*- Discharge gate opens too slowly.
*- Level sensor position is too high.
*- Material stays too long in the cooler.
*- Discharge cycle is not matched with pellet mill capacity.
*- Bed depth fluctuates too much.
A good cooler should maintain stable bed depth and stable residence time.
5- Technical Impact of Over-Drying
5.1- Finished product yield loss
Moisture loss directly reduces saleable product weight.
Example for a 10 TPH feed pellet line:
| Moisture Loss Beyond Target | Product Weight Loss per Hour | Product Weight Loss per 10 h Shift |
|---|---|---|
| 0.3 percentage points | 30 kg/h | 300 kg |
| 0.5 percentage points | 50 kg/h | 500 kg |
| 1.0 percentage point | 100 kg/h | 1,000 kg |
| 1.5 percentage points | 150 kg/h | 1,500 kg |
If a plant sells feed by weight, every unnecessary 1.0 percentage point moisture loss equals approximately 10 kg per ton of lost finished product.
5.2- Lower pellet durability
Pellets need enough internal moisture to maintain toughness. Over-dried pellets become brittle and easier to crack during conveying and packaging.
Expected relationship:
| Finished Moisture | Pellet Condition | Breakage Risk |
|---|---|---|
| 13.0%–13.5% | Moist and tough, if storage safe | Low |
| 12.0%–13.0% | Good balance | Low to medium |
| 11.0%–12.0% | Drier and harder | Medium |
| < 11.0% | Brittle, dusty | High |
| < 10.5% | Severe over-drying for many feeds | Very high |
Moisture optimization is widely recognized as important for feed quality, yield, and pellet durability. Feed manufacturers are advised to track moisture across raw materials, mash feed, and pellets during processing.
5.3- Higher fines and dust
Over-dried pellets are more likely to break in:
*- Cooler discharge.
*- Bucket elevator.
*- Conveyor transfer points.
*- Finished product bin.
*- Packing scale.
*- Bag drop after sealing.
Practical field reference:
| Over-Drying Severity | Typical Fines Increase After Cooling |
|---|---|
| Mild, 0.3–0.5% below target moisture | +0.3% to +0.8% fines |
| Moderate, 0.5–1.0% below target | +0.8% to +1.5% fines |
| Severe, >1.0% below target | +1.5% to +3.0% fines |
5.4- Reduced palatability
For some animal feeds, very dry pellets may reduce palatability and intake. This is especially important for young animal feed, high-fat feed, aquatic feed, and premium livestock feed.
6- How to Diagnose Over-Drying
A feed mill should not judge cooling only by pellet temperature. Moisture must be measured before and after cooling.
6.1- Recommended sampling points
| Sampling Point | Purpose |
|---|---|
| Mash before conditioning | Raw moisture baseline |
| After conditioning | Steam moisture addition |
| Pellet mill discharge | Pellet moisture before cooling |
| Cooler outlet | Main over-drying control point |
| Before packing | Moisture after conveying and screening |
| Bagged feed after 12–24 h | Final moisture stabilization |
6.2- Key diagnostic indicators
| Indicator | Normal Control Target | Warning Sign |
|---|---|---|
| Cooler outlet temperature | Ambient + 3–5°C | Much lower than ambient + 3°C |
| Cooler moisture loss | 1.5–3.0 percentage points | > 3.0 percentage points |
| Final feed moisture | 11.5%–13.5% | < 11.0%–11.5% |
| Moisture variation | ≤ ±0.5% | > ±0.7% |
| Fines after cooler | ≤ 1.0%–2.0% | Increasing with lower moisture |
| Pellet hardness | Moderate | Too brittle |
| Cooler retention time | 5–8 min typical | > 10–12 min for standard pellets |
7- Engineering Control Strategy
7.1- Control cooler outlet temperature correctly
Do not cool pellets much below the necessary target. For many feed pellets, the correct outlet temperature is:
Cooler outlet temperature = ambient temperature + 3–5°C
This target is widely used in commercial counterflow cooler design and operation.
Example:
| Ambient Temperature | Correct Cooler Outlet Temperature |
|---|---|
| 10°C | 13–15°C |
| 20°C | 23–25°C |
| 30°C | 33–35°C |
| 35°C | 38–40°C |
If outlet temperature is ambient + 0–2°C and moisture is low, the cooler is likely over-operating.
7.2- Use variable-frequency fan control
A fixed-speed fan often causes over-drying under low-humidity or low-temperature conditions.
Recommended control:
| Condition | Fan Adjustment |
|---|---|
| Pellet temperature too high and moisture high | Increase fan frequency |
| Pellet temperature normal but moisture too low | Reduce fan frequency |
| Pellet temperature low and moisture low | Reduce fan frequency and shorten retention time |
| Pellet temperature high but moisture low | Check bed depth and air distribution |
| Moisture variation high | Stabilize bed depth and discharge cycle |
A variable-frequency fan allows the plant to reduce airflow when ambient air has high drying capacity.
7.3- Optimize retention time
The cooler should discharge pellets once both temperature and moisture reach target. It should not hold pellets longer than necessary.
Recommended retention time:
| Pellet Type | Recommended Retention Time |
|---|---|
| Small poultry feed pellets, 2–3 mm | 4–6 min |
| Standard pig/poultry feed, 3–5 mm | 5–8 min |
| Cattle feed pellets, 5–8 mm | 6–10 min |
| High-moisture aquafeed pellets | 8–12 min |
| Difficult-to-cool large pellets | 8–12 min |
If final moisture is consistently low, reduce residence time before adding water upstream.
7.4- Maintain proper bed depth
Stable bed depth improves uniform cooling and prevents air channeling.
Recommended bed depth:
| Feed Pellet Type | Bed Depth |
|---|---|
| Fine/small pellets | 600–900 mm |
| Standard feed pellets | 800–1,200 mm |
| Large livestock pellets | 1,000–1,500 mm |
| High-moisture pellets | 1,000–1,600 mm |
Control methods:
*- Adjust level sensor position.
*- Stabilize discharge gate cycle.
*- Avoid frequent full-empty operation.
*- Keep pellet mill feed rate stable.
*- Avoid uneven distribution at cooler inlet.
7.5- Control inlet moisture before cooling
If pellets enter the cooler with low moisture, the cooler will easily over-dry them. Therefore, moisture control should begin before the cooler.
Recommended moisture profile:
| Stage | Target Moisture |
|---|---|
| Mash before conditioning | 11.5%–13.5% |
| After conditioning | 15.0%–17.5% |
| Pellet mill discharge | 14.5%–17.0% |
| Cooler outlet | 11.5%–13.5% |
If mash moisture is too low, add controlled moisture during mixing or conditioning. Longer conditioner retention time improves heat and moisture absorption but may reduce throughput, so it must be balanced according to formula and equipment capacity.
7.6- Adjust operation according to season
Seasonal correction is essential.
| Season / Climate | Main Risk | Cooler Adjustment |
|---|---|---|
| Hot and humid | Insufficient drying and mold risk | Higher airflow, longer retention |
| Hot and dry | Fast drying | Moderate airflow, monitor moisture |
| Cold and dry | Severe over-drying | Lower airflow, shorter retention |
| Rainy season | Moisture rebound | Monitor water activity and bagging temperature |
A good cooling system should have at least three seasonal operating modes:
1- Hot-humid mode.
2- Normal mode.
3- Cold-dry mode.
8- Recommended Control Parameters
| Parameter | Recommended Range |
|---|---|
| Cooler outlet temperature | Ambient + 3–5°C |
| Final pellet moisture | 11.5%–13.5% for many feeds |
| Cooler moisture loss | 1.5–3.0 percentage points |
| Moisture variation after cooling | ≤ ±0.5% |
| Standard feed pellet retention time | 5–8 min |
| Cooler bed depth | 800–1,200 mm for common pellets |
| Airflow | 1,800–2,800 m³/h per ton/hour for many feed pellets |
| Fines after cooler | ≤ 1.0%–2.0% preferred |
| Bagging temperature | Ambient + 3–5°C |
9- Case Study: Over-Drying in a 10 TPH Poultry Feed Pellet Line
9.1- Original production condition
| Item | Value |
|---|---|
| Production capacity | 10 TPH |
| Pellet diameter | 4 mm |
| Ambient temperature | 22°C |
| Ambient relative humidity | 35% |
| Pellet mill discharge temperature | 86°C |
| Pellet mill discharge moisture | 15.8% |
| Cooler outlet temperature | 23°C |
| Cooler outlet moisture | 10.9% |
| Cooler retention time | 11 min |
| Fines after cooler | 3.2% |
| Fines after bagging | 5.6% |
9.2- Diagnosis
The pellet temperature is already close to ambient temperature, but the moisture has dropped to 10.9%. This indicates excessive cooling and drying. The main causes are:
*- Fan airflow too high for dry ambient air.
*- Retention time too long.
*- Cooler outlet temperature lower than necessary.
*- Bed depth and discharge cycle not optimized.
9.3- Improvement plan
| Control Item | Before | After Adjustment |
|---|---|---|
| Fan frequency | 50 Hz | 38–42 Hz |
| Retention time | 11 min | 6–8 min |
| Outlet temperature | Ambient + 1°C | Ambient + 3–5°C |
| Cooler outlet moisture | 10.9% | 12.2%–12.8% |
| Bed depth | Unstable | 900–1,100 mm |
| Discharge mode | Long interval discharge | Shorter, more frequent discharge |
9.4- Expected result
| Indicator | Before | After Target |
|---|---|---|
| Cooler outlet moisture | 10.9% | 12.2%–12.8% |
| Moisture recovery | — | +1.3 to +1.9 percentage points |
| Fines after cooler | 3.2% | 1.5%–2.0% |
| Fines after bagging | 5.6% | 3.0%–4.0% |
| Finished product yield | Lower | Increase by 13–19 kg/ton |
| Pellet durability | Brittle | Improved toughness |
For a 10 TPH line, recovering 1.5 percentage points of avoidable moisture loss means approximately 150 kg/h more finished product weight, or 1.5 tons per 10-hour shift.
10- Practical Troubleshooting Checklist
If pellets are too dry after cooling
Check:
*- Is cooler outlet temperature lower than ambient + 3°C?
*- Is fan frequency too high?
*- Is retention time longer than 8–10 minutes for standard pellets?
*- Is ambient air cold and dry?
*- Is bed depth too shallow?
*- Is the discharge gate opening too slowly?
*- Is mash moisture already too low before conditioning?
If pellets are hot but also too dry
Check:
*- Is air distribution uneven?
*- Is bed depth too deep in some zones and too shallow in others?
*- Is cooler inlet distribution poor?
*- Is fan air short-circuiting through part of the bed?
*- Is pellet size distribution uneven?
If moisture variation is high
Check:
*- Is the cooler inlet spreader working correctly?
*- Is the discharge grid blocked or uneven?
*- Are level sensors stable?
*- Is pellet mill capacity fluctuating?
*- Is the fan controlled only by temperature and not moisture?
11- Recommended Engineering Solutions
11.1- Install variable-frequency fan control
This is one of the most effective upgrades. It allows the operator to reduce airflow in cold-dry conditions and increase airflow in hot-humid conditions.
11.2- Add online moisture monitoring
Online moisture measurement at cooler outlet can help prevent over-drying before finished feed enters bins and packing.
Recommended monitoring points:
*- Mash before conditioning.
*- Pellet mill discharge.
*- Cooler outlet.
*- Before packing.
11.3- Use automatic cooler discharge control
Automatic control should adjust discharge frequency according to:
*- Pellet temperature.
*- Moisture target.
*- Cooler bed depth.
*- Production rate.
*- Ambient temperature and humidity.
11.4- Improve air distribution
Uneven airflow causes some pellets to be over-dried while others remain too wet.
Solutions:
*- Check air duct balance.
*- Clean cooling air channels.
*- Maintain uniform bed depth.
*- Improve inlet material spreader.
*- Avoid dead zones in the cooler.
11.5- Balance conditioning and cooling
The cooler cannot correct poor upstream moisture control. A stable process requires:
*- Stable raw material moisture.
*- Controlled steam quality.
*- Proper conditioning retention time.
*- Correct die compression ratio.
*- Stable pellet mill load.
*- Proper cooler airflow and discharge.
12- Economic Impact of Over-Drying
Over-drying causes direct economic loss because water that could remain safely in the feed is removed.
Example:
| Feed Line Capacity | Avoidable Moisture Loss | Lost Product Weight per Hour | Lost Product Weight per 10 h Shift |
|---|---|---|---|
| 5 TPH | 0.5% | 25 kg/h | 250 kg |
| 5 TPH | 1.0% | 50 kg/h | 500 kg |
| 10 TPH | 0.5% | 50 kg/h | 500 kg |
| 10 TPH | 1.0% | 100 kg/h | 1,000 kg |
| 20 TPH | 1.0% | 200 kg/h | 2,000 kg |
For high-capacity feed mills, reducing unnecessary moisture loss by only 0.5%–1.0% can create significant annual yield improvement.
13- Conclusion
Avoiding over-drying in the pellet feed cooling process requires precise control of both heat removal and moisture removal. The target is not to cool pellets as much as possible, but to cool them only to the correct safe condition.
The most practical control target is:
Cooler outlet temperature: ambient temperature + 3–5°C
Finished pellet moisture: commonly 11.5%–13.5%, depending on formula and storage conditions
Over-drying is usually caused by excessive airflow, long retention time, shallow or unstable bed depth, dry ambient air, poor discharge control, or low inlet moisture. It reduces finished product yield, increases fines, weakens pellet durability, and causes unnecessary economic loss.
For feed mills, the most effective prevention strategy is:
1- Measure moisture before and after cooling.
2- Use variable-frequency fan control.
3- Keep cooler outlet temperature at ambient + 3–5°C.
4- Control retention time according to pellet diameter and moisture.
5- Maintain stable bed depth and uniform air distribution.
6- Adjust cooler settings by season and ambient humidity.
7- Install online moisture monitoring for high-capacity production lines.
In practical operation, correcting over-drying can often recover 0.5%–1.5% finished product moisture, reduce fines by 1–2 percentage points, improve pellet toughness, and increase saleable output by 5–15 kg per ton of feed.

